
Classic Triumph Bonneville
-
JackyJoll
- Posts: 4442
- Joined: Sun May 03, 2020 10:11 pm
- Has thanked: 245 times
- Been thanked: 1228 times
- Contact:
Re: Classic Triumph Bonneville
There are at least three different face radius specs on cam followers, but so long as both inlet followers look the same and both exhaust followers look the same, it’ll work.
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Yep, you can! Or rather, the nice chap in the tool room at work can....Mr. Dazzle wrote: Thu May 20, 2021 1:49 pm Thing is, I reckon you'd be able to fit a nice lead in chamfer on the spindle without compromising it. Oh well.

That should at least make it a tiny bit easier to build. Originally there was a sharp corner on there, which made it a pain in the arse to get the bits on even on the bench. The OE Triumph ones I took out (which don't have the spiral oil groove) had that chamfer on the end but my pattern ones didn't. Until now.
-
cheb
- Posts: 5463
- Joined: Tue Mar 17, 2020 6:51 am
- Been thanked: 2730 times
-
Cousin Jack

- Posts: 6054
- Joined: Mon Mar 16, 2020 4:36 pm
- Location: Down in the Duchy
- Has thanked: 3009 times
- Been thanked: 2523 times
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
No and no.
Why would I make a shit job of it at home when I can get a tool maker in a flat cap to do it properly?
Why would I make a shit job of it at home when I can get a tool maker in a flat cap to do it properly?
-
KungFooBob

- Posts: 17505
- Joined: Sat Mar 14, 2020 1:04 pm
- Location: The content of this post is not AI generated.
- Has thanked: 627 times
- Been thanked: 9496 times
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
The bigger issue is that I haven't done the HSE training/don't have appropriate headwear to use the bench grinders at work.
-
JackyJoll
- Posts: 4442
- Joined: Sun May 03, 2020 10:11 pm
- Has thanked: 245 times
- Been thanked: 1228 times
- Contact:
Re: Classic Triumph Bonneville
They still make files, you know.
-
JackyJoll
- Posts: 4442
- Joined: Sun May 03, 2020 10:11 pm
- Has thanked: 245 times
- Been thanked: 1228 times
- Contact:
Re: Classic Triumph Bonneville
It’s all available on the Internet.Mr. Dazzle wrote: Fri Jun 04, 2021 8:40 pm don't have appropriate headwear to use the bench grinders at work.

-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Tonight's job was refitting the tappet blocks. They're just interference fitted into the cylinders, you use a dedicated tool (basically a drift which looks like someone's o level metalwork homework) to drive them in.
I quadruple checked which is which though, the exhaust side has holes in it to allow oil flow to the exhaust tappets...which also have holes in.
I also tried just dry fitting the head to confirm I hadn't ballsed it up too badly.


I quadruple checked which is which though, the exhaust side has holes in it to allow oil flow to the exhaust tappets...which also have holes in.
I also tried just dry fitting the head to confirm I hadn't ballsed it up too badly.
-
Nidge
- Posts: 537
- Joined: Sun Mar 15, 2020 7:41 am
- Location: Oxfordshire
- Has thanked: 684 times
- Been thanked: 673 times
Re: Classic Triumph Bonneville
Looking good - I’m sure you have already done so but doubly check the block is square in the barrel. The locating bolt will still drew in even if the block is a couple of degrees off (which can result in premature wear to the camshaft or followers)
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Well funny you should say that....
They do look a little on the piss. I was gonna ask the old boys on t'other forum. I just kept whacking the tool until it changed from "dink" to "donk". I'm always a bit wary on things like this...whack it too hard and you'll break something, don't whack it hard enough and it doesn't go all the way

They do look a little on the piss. I was gonna ask the old boys on t'other forum. I just kept whacking the tool until it changed from "dink" to "donk". I'm always a bit wary on things like this...whack it too hard and you'll break something, don't whack it hard enough and it doesn't go all the way
-
Nidge
- Posts: 537
- Joined: Sun Mar 15, 2020 7:41 am
- Location: Oxfordshire
- Has thanked: 684 times
- Been thanked: 673 times
Re: Classic Triumph Bonneville
It's not so much that orientation (when it goes from dink to donk it's usually seated well), its more that it can rotate slightly in the hole as you drive it in. One method of checking is to put a length of square stock between the protruding ears and check it is square to the barrel on both sides if that makes sense- never try to rotate it once it's home, you have to drive it out and start again if you have any doubts
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Oh right, see what you mean. I did that by eye, with a steel rule a reference aligning the holes, but it's not straightforward is it? I assume Triumph had an alignment tool in the factory or something.
I found you can 'steer' them a bit by putting torque on the drift tool while you whack it. I.e. twist it like a throttle grip as you go.
I found you can 'steer' them a bit by putting torque on the drift tool while you whack it. I.e. twist it like a throttle grip as you go.
-
Rockburner

- Posts: 6034
- Joined: Sun Mar 15, 2020 11:06 am
- Location: Hiding in your blind spot
- Has thanked: 10964 times
- Been thanked: 3996 times
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Triumph Rat.
I first joined there when I got my Speed Triple in 2003 but I forgot the log in details. There's some properly encyclopedic knowledge on there.
Just as well really, cause it often turns out the Triumph microfiches are wrong or there's some other reason to fit parts different to the official recommendation.
I first joined there when I got my Speed Triple in 2003 but I forgot the log in details. There's some properly encyclopedic knowledge on there.
Just as well really, cause it often turns out the Triumph microfiches are wrong or there's some other reason to fit parts different to the official recommendation.
-
JackyJoll
- Posts: 4442
- Joined: Sun May 03, 2020 10:11 pm
- Has thanked: 245 times
- Been thanked: 1228 times
- Contact:
Re: Classic Triumph Bonneville
Sounds like you know what you’re doing.Mr. Dazzle wrote: Wed Jun 09, 2021 9:43 am Oh right, see what you mean. I did that by eye, with a steel rule a reference aligning the holes, but it's not straightforward is it? I assume Triumph had an alignment tool in the factory or something.
I found you can 'steer' them a bit by putting torque on the drift tool while you whack it. I.e. twist it like a throttle grip as you go.
The followers can swivel a bit, to stay square to the cam.
-
JackyJoll
- Posts: 4442
- Joined: Sun May 03, 2020 10:11 pm
- Has thanked: 245 times
- Been thanked: 1228 times
- Contact:
Re: Classic Triumph Bonneville
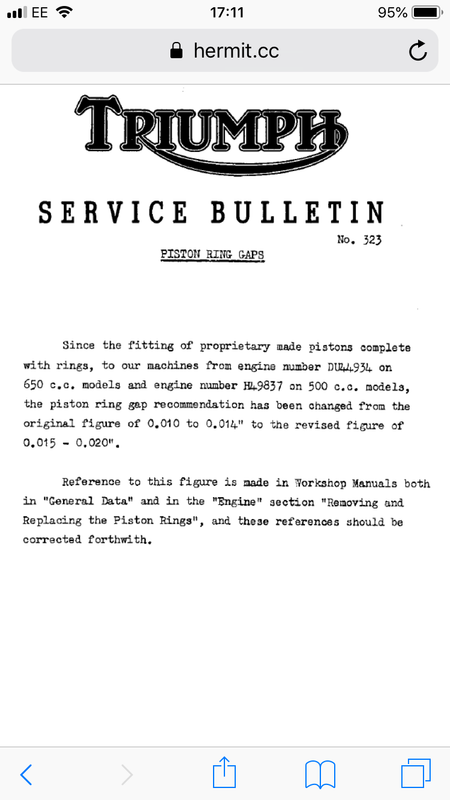
They issued Service Bulletins with a recommendation to update the manual.Mr. Dazzle wrote: Wed Jun 09, 2021 12:31 pm Triumph Rat.
Just as well really, cause it often turns out the Triumph microfiches are wrong or there's some other reason to fit parts different to the official recommendation.
For instance, what recommendation did you follow for piston ring gaps?
-
Mr. Dazzle
- Posts: 16347
- Joined: Mon Mar 16, 2020 7:57 pm
- Location: Milton Keynes
- Has thanked: 2417 times
- Been thanked: 6369 times
Re: Classic Triumph Bonneville
Nidge got me paranoid about the alignment of the tappet blocks, I thought I got them in straight but I thought I'd better check using his method. Good thing I did.

Fortunately you don't have to take them all the way out to straighten, you can just knock them out a bit and then "tink tink tink" on the tool as you twist it so they rotate as they go back in...

After that it was time to start the job I actually set out to do: Check the crush on the push rod tube seals. The push rod tubes are just sandwiched between the head and the cylinder. The seals at either end are very slightly bigger than the gap they go in - like most o rings - so they get crushed when you clamp the head down tight. To check they're gonna crush the right amount you build everything up and then measure the daylight between the underside of the head (silver) and the top of the copper gasket. After messing around with a few seals I got to a gap of 30-35 thou, which is about right i think.

I don't actually know what they did, but they give the impression they know what they're up to.
Fortunately you don't have to take them all the way out to straighten, you can just knock them out a bit and then "tink tink tink" on the tool as you twist it so they rotate as they go back in...
After that it was time to start the job I actually set out to do: Check the crush on the push rod tube seals. The push rod tubes are just sandwiched between the head and the cylinder. The seals at either end are very slightly bigger than the gap they go in - like most o rings - so they get crushed when you clamp the head down tight. To check they're gonna crush the right amount you build everything up and then measure the daylight between the underside of the head (silver) and the top of the copper gasket. After messing around with a few seals I got to a gap of 30-35 thou, which is about right i think.
I followed the recommendations of the people who did the cylinder honingJackyJoll wrote: Wed Jun 09, 2021 7:54 pm For instance, what recommendation did you follow for piston ring gaps?